
◆焊接方法描述
连接元件的焊接面在压力作用下与加热元件排成一条直线(排列)。然后,在减小压力的情况下,把连接元件加热到焊接温度(预热),加热元件移走后,在压力作用下完成结合(结合)。
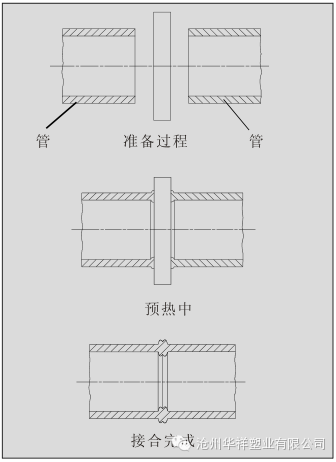
管道加热元件对接焊原理图
◆焊接前的准备工作
在每个焊接过程之前要控制好必要的加热元件温度。如可以使用高速温度计在表面测量实现。温控测量要在相应半成品的加热元件区域进行为了达到热平衡,加热元件必须在要求的温度维持10分钟以上。
为了达到最佳的焊接效果,要在焊接操作前用干净的、无绒纸擦拭加热元件。加热元件工作区域的无粘性涂层不能有损坏。
使用焊接设备必须给定特定的连接压强和连接力,它们与如结构信息,计算或测量值有关。另外,在管道焊接过程中,随着加工件的缓慢运动,会产生一个运动压强或运动力(拖曳力),这能在焊接设备的指示器上显示出来,应该加到初始确定的连接压强和连接力。
焊接零件的公称壁厚应该与连接面积和焊接参数相对应。
在放入焊接设备中合模之前,应对管和零件进行轴向校正。通过可调节的支架或选装吊钩能确保待焊零件能做轻微的纵向运动焊接区域应该进行清洁处理。

检查隙宽的控制和是否偏离轴心。
接合区域间的偏心度分别不能超过外管或表格中壁厚的0.1倍。
焊接区域不能存在灰尘或是手触摸的痕迹,否则应再次抛光。管道的划痕应该除掉。
◆完成焊接过程
在加热元件的对接焊过程中,用加热元件使连接面升至所需的焊接温度时,移除加热元件后,在压力作用下连接面就结合在一起。下面表中列出了加热元件的温度。一般来说小壁厚使用高温度,大壁厚使用低温度。

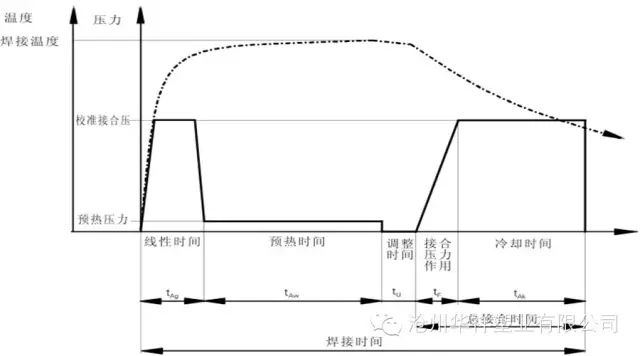
◆焊接过程的一般顺序
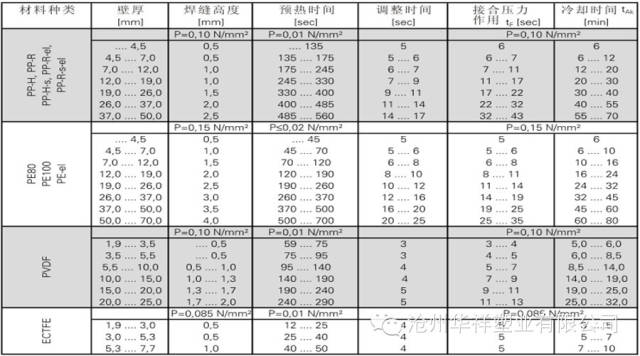
◆焊接参数
PP,PE,PVDF和ECTFE管和配件在外温20℃和低空气流动速率下,加热元件对接焊的参考值。
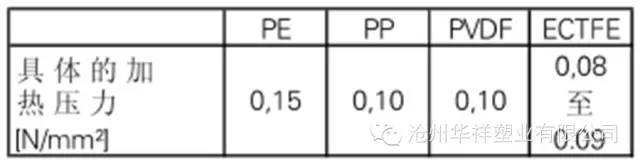
◆具体的热压
在大多数情况下,加热压力 [ bar] 或是加热动力 [N ] 需要调整,可以从焊接机的表中找到。从核查的角度或是表中压力数据缺少的情况考虑,所需的加热压力要根据下面的公式计算出:当使用水力设备时,计算出的焊接力[ bar]要转换成相关的可调整的水压值。
焊接面积计算:
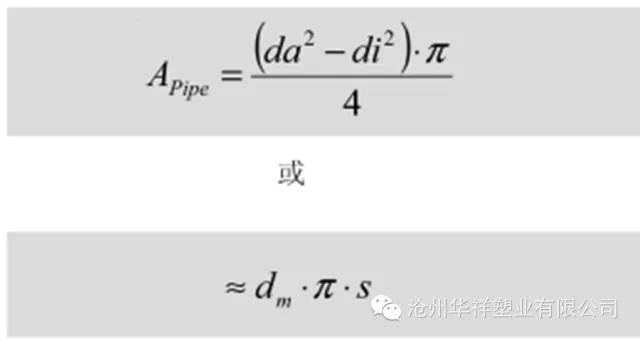
焊接力的计算:

◆共轴调整
把焊接面紧压在加热元件上直到整个面的整个圆周上都平行。这从焊道发展可以看出。当焊道高度在整个管周长上达到要求值时,共轴调整完成。焊道高度说明焊接面完全贴合在加热元件上。在较大直径管道焊接前(>630mm),必须对焊缝进行试验,控制管道内部焊缝充分发展。在整个调整过程中,调整压力都起作用。
◆预热
在预热过程中,焊接面应在低压下与加热元件接触。压力降到接近零(<0.01N/mm2)。预热过程中,热量渗入焊接元件使之升温到焊接温度。
◆调整
预热后加热元件应从焊接面移出,移出时避免损伤和沾污。然后焊接面迅速靠近,贴合。这一时间应越短越好,否则软化区域会冷却变硬,焊接质量会受到不好的影响。
◆压力测试
在压力测试前,所有的焊接处都要完全冷却(规定为最后一道焊接工序完成后1小时)。根据相关的标准规定完成压力测试。
保护管道系统不受大气温度的变化而变化(紫外光照)。
◆接合
焊接面应在近零速率下接触重合。如果可能,连接压力将线性增加到所需的压力。
冷却过程中应当保持连接压力。只有延长冷却时间后才允许施加较高的机械负荷。在工厂环境和重要的机械应用中,冷却在夹具移走和存储过程中扔可进行,特别是厚壁的实体。完全冷却后,可以进行组装或机械处理。
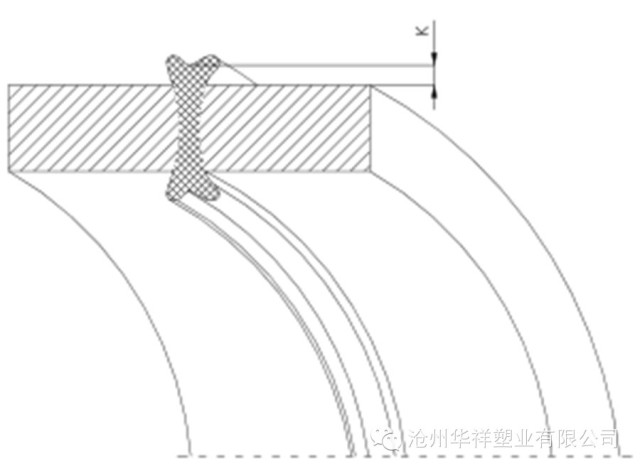
连接后,在整个管道四周会产生一对焊珠。从焊珠上可以看出焊接件之间焊缝的方向规律。焊珠的结构可能有差异,这是由于连接材料流动特性的不同造成的。从经验上讲,商用半成品的熔融流动速率可从焊缝的走向看出,即使有时候这种情况会导致不对称焊缝的产生。K应大于0。
◆夹具设备
为了避免管道中过高的局部应力和变形,至少应该在管道包装外环绕与焊板尽可能平行的夹具设备。由于夹具的高稳定性,可以使管道的环形结构得到保持。即使是在较高的工作力作用下,与导向元件的相对位置也不会改变。对于配件,比如短法兰,对焊法兰,必须使用特殊的夹具防止工件的变形。
夹持的管道在可移动机器一侧最终需要用易调节的铆钉的支撑和精确定位,使焊接所需的工作压力和条件得到保持。
建议使用高度可调的夹具以便工作的插入。
◆导向元件
导向元件与夹具设备一起确保焊缝宽度(在冷的接合表面上测量)在最大的工作压力和宽的管径以及最少支撑点的时候不会由于弯曲和平衡而超过最大值。
焊缝宽度是夹住平面工作时,在与导向反向的点插入间隔物测量的。导向元件的光滑表面应该防止受到腐蚀,比如强酸的刻蚀。
◆加热元件
加热元件应该与有效区域的平面平行。
偏离平行面的允许值(是在室温下加热元件达到最大工作温度时快速测出的)。
在车间的加工过程中,加热元件一般是永久固定在设备上的。
如果加热元件不是永久固定的,需要有额外的设备完成插入工作(比如搬运、齿爪、连接)。
如果加热元件的大小和性能要求把机器驱动从接合表面移出,也需要提供额外的设备。
在加热元件的使用范围内必须防止电源受热破坏。同样,也应该防止加热元件的有效区域受到破坏。
在焊接过程间隔应该使用保护设备保养加热元件。
◆焊缝准备设备
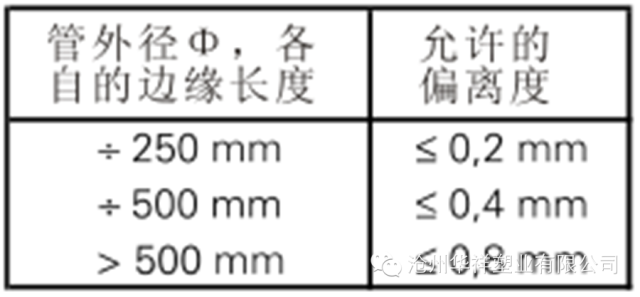
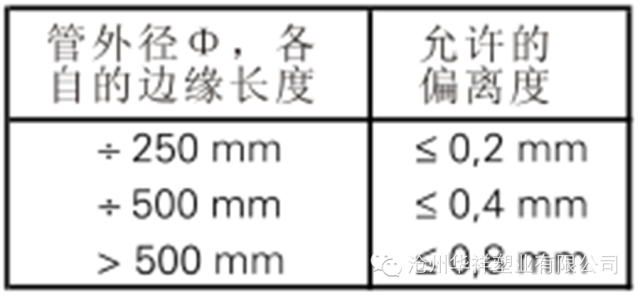
要准备一个适当的切割工具,使夹持管道的连接表面在工作的时候相互平行。连接表面处允许的最大的平行面偏离是:
表面加工的设备可以是固定的也可是易移动的。(如锯、刨、铣刀)
◆压力、时间和温度的控制设备
机器的压力范围必须预留20%的压力波动,这对于最大焊接直径和克服摩擦力是有必要的。
压力和温度必须是可调的和可重复的。时间通常用手动控制。
为了保证可重复性,优先选择带有电控温的加热元件。要保证特性性能和容许公差值。
◆机器设计和安全使用
除了满足以上条件,现场工作的机器应为轻质构件。
要有可以运至沟渠(比如搬运、连接)的运输设备,导入装置。特别是对于使用电压超过42V,可以在构件和机器上看到VDE和UVV的相关安全规定。
◆车间使用的机器要满足下面条件:
稳定的结构
常用的基本构件(旋转或可回收的辅助工具和夹具)
快速夹持设备
最大的机械化度
标牌上的压力传递指示(水压/焊压)
尽可能在工作区域安装工作图
如果是大的机器,建议使用带闭锁设备的起落装置(稳定的、高度可调整的、内置螺栓)
