◆焊接方法
加热元件承接焊中,管道和配件是重叠焊接的。管道和配件的插口通过插口式和套管式加热元件加热到焊接温度,然后接合。
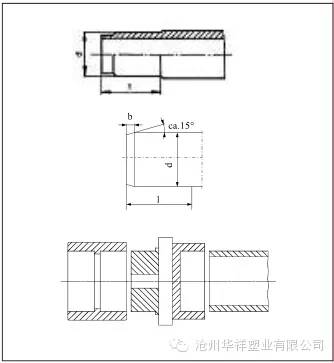
为了在接合处施加连接压力,管端、加热元件以及配套的插口的尺寸要一致(见示意图)。
可以用手工完加热元件承接焊成的管外径最大为40mm。超过这个值,由于接合力增大,建议使用焊接设备。
在整个焊接过程中都要坚持按照DVS指导进行!
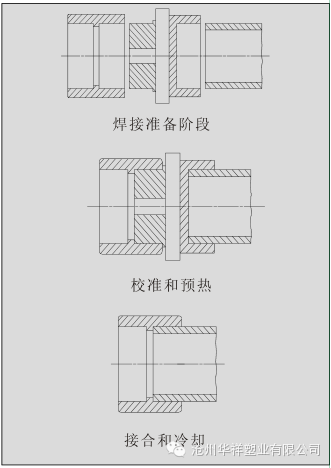
焊接过程示意图
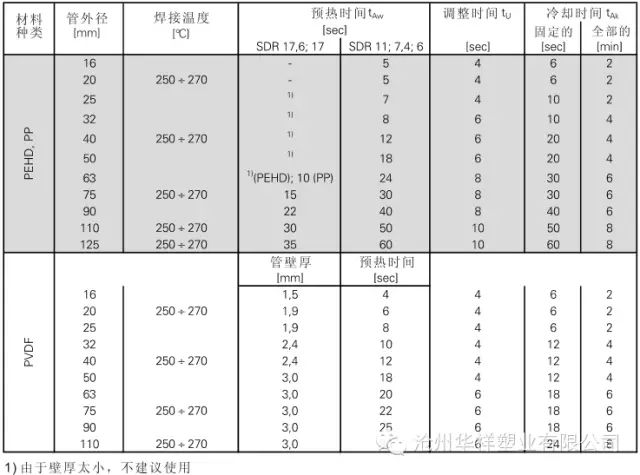
◆焊接参数
◆焊接场地的准备
组装焊接装置(准备工具和机器),操纵焊接设备。
◆焊缝处理准备
用小刀直角切断管面,除掉管内的毛边。
根据DVS 2207第1部分和相应的表格,应该斜切管端。
用刮刀刮管面至刮刀的刀刃与管面齐平。
用无绒纸和清洁剂(并同或类似的)彻底洗净管道和配件的焊接区域。
如果不需要剥离,可以在管面上使用刮刀。记下管道上的深度(t)。

◆焊接前准备工作
检查加热元件的温度(加热套管和加热插口)。
在每次焊接操作前立即彻底清洗加热套管和加热插口(用无绒纸)。无论如何,仔细除去可能堵塞的熔融残留物。
◆执行焊接操作
快速沿轴向推动配件和管至加热套管和加热插口处直到终点挡板(标记处)。使之经过根据表格中的预热时间。
经过预热后,把管和配件的推离加热元件,在没有扭动力作用下立即使双方吻合至焊缝的出现。
让接合处冷却,然后移开夹具。
只有当完全冷却后,接合处才能承受后来放置操作的应力。手工焊接:调整部件,在压力作用下至少保持一分钟。
◆可视焊缝的控制
检查焊缝,沿着管道的整个圆周焊缝是显而易见的。
◆进行压力试验
压力试验前,所有的焊接点必须完全冷却(规定为最后一道焊接工序完成1小时后)。压力试验需要依据相关标准规定来完成。保护管道系统不受大气温度(紫外线照射)的影响。
加热元件承接焊焊接设备的要求(根据DVS 2208,第1部分)。
加热元件承接焊设备是在车间还有工地使用的。如果是单一用途的机器,应该使焊接过程最大程度的机械化。

◆夹具设备
特定的管道夹持设备引起的工件表面划痕不能影响已经连接好的管道的力学性能。
◆导向元件
与夹具设备和加热元件一起,导向元件要保证把接合部件互相导向加热元件的中心。如有有必要,需要提供调整装置。
◆机器设计和安全使用
除了满足上述结构和设计的基本条件,机器设计中还应该考虑下面几点:
稳定的结构
常用的基本构件(旋转或可回收的辅助工具和夹具)
快速夹持设备
最大的机械化度(加工过程的可重复性)