◆一般标准
焊缝的质量取决于焊工的技术,相适合的机器和工具还有对焊接规定的遵守。焊缝可通过非破坏性和破坏性的方法检查。
焊接过程应该受到指导,指导的方法和程度必须征得各方认可。建议在焊接协议或是数据资料中证明方法数据的可靠性。
每一个焊工都必须是有资格的并取得有效资格认证的。可以根据证书的类型确定其工作的领域。对于板材和工业管道系统搭建中加热元件的对接焊,DVS 2212第1部分是有效的。对于大于225mm的管外径需要额外的认证。
选用的机器和工具必须与DVS 2208第1部分的标准相一致。对于车间内塑料的焊接DVS 1905第1部分和第2部分的说明标准是有效的。

◆焊接操作前的防护措施
应该保护焊接区域不受不利外界条件的干扰(如湿度、风、强烈的紫外光照、温度<0℃)。
如果使用合适的方法(比如预热、管帽保护、热处理)可以保证维持必需的管壁温度,且焊工个人技术没有问题的话,焊接操作就可以任何外界温度下完成。
如果有必须要的话,要在特定条件下对样本的焊缝进行试焊,以确保材料的可焊性。
如果半成品在强紫外光照射下非线性升温,要注意使整个焊接区域在短时间内温度均匀。还有在焊接过程中,管道的末端应封住。
PE和PP管在辊压操作后会立即卷曲。管的末端在焊接前要进行调整,比如用热吹风机加热,使用合适的切压或是环压安装方式。
焊接部分的结合区域不能被破坏或是污染。在开始焊接之前,要立即清洗焊接部分,除去灰尘,油,刮伤部分。
采用这些方法中的任何一个,都要保证焊接区域无任何弯曲应力存在(小心存储,使用打磨工具)。
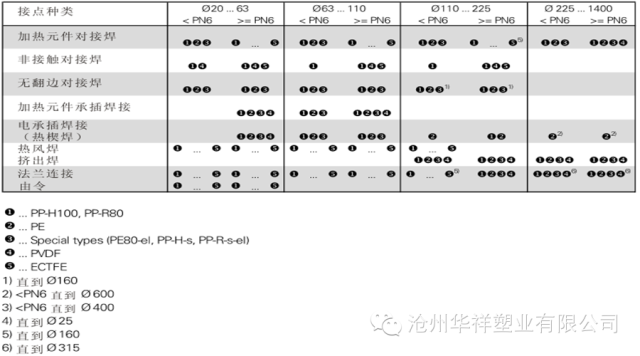
◆不同种类连接的应用限制
如果可能的话,所有的连接都要经过处理以避免任何种类的应力产生。应力可能是由放置和工作时温度的不同引起的,应采取合适的措施使之尽可能小。
下表中包含了可能出现的轴向结合点。